

社章・バッジの製造方法
社章・バッジの製造方法
社章・バッジの製造方法
工場というと、全て機械化され、流れ作業で自動で製品が作られるイメージを持たれる方もおられると思いますが、社章・バッジの製造は、実際には非常に手作業の部分が多く、どちらかというと職人技の世界になります。少しでもご理解・ご興味を持っていただけるように、ここでは社章・バッジの製造工程をご紹介していきたいと思います。
■製造の流れ
ロゴマークから様々な形状のデザインを考えます。
ロゴマークを丸型の中に入れる、色を入れる、外形を四角や楕円、ロゴマーク型にしてみる等、そのマークにふさわしい形状と仕上を考え、デザインを作りご提案いたします。

Illustratorを用いてデザイン
バッジイメージデザイン作成
デザインを基に、彫刻機で金型を彫刻します。彫刻後は電熱炉に入れて焼き入れ・焼き戻しを行い、金型の硬度を上げます。金型は鋼鉄製で、焼き入れ前は彫刻ができるほど柔らかいですが、焼き入れ後は非常に硬くなり、プレス加工の圧力に耐えられるようになります。最後に顕微鏡を見ながら手作業で研磨を行い、彫刻機の刃物の目を取り除きます。金型の精度は作られる製品の品質に直結しますので、精密に仕上を行います。

金型彫刻

プレス金型

金型研磨
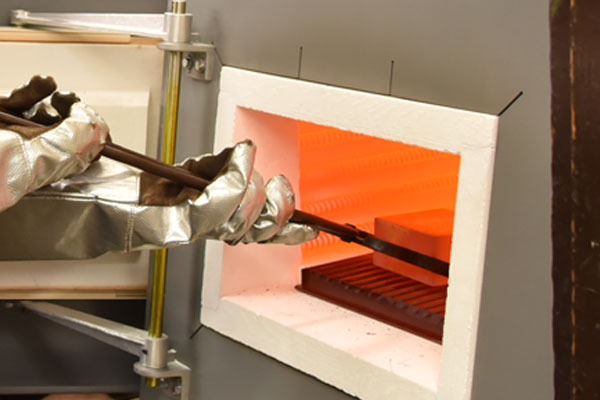
焼き入れ処理
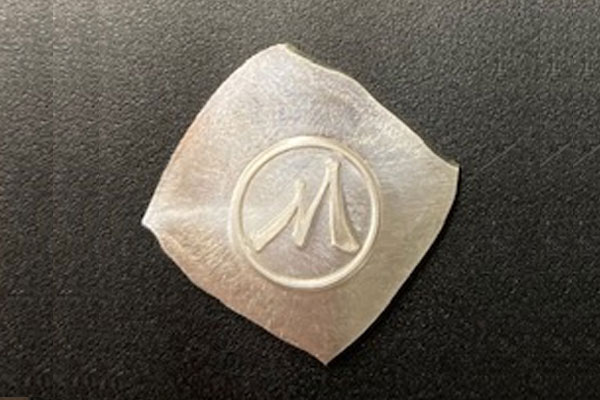
出来上がった金型をプレス機にセットし、型打ちを行います。適切なサイズの材料を切断して型の上にのせ、型打ちを行って模様を出します。簡単なデザインであっても一度の型打ちで模様がピシッと出るわけではなく、数回に分けて型打ちを行います。金属は一度型打ちをすると硬くなってしまいます。これを軟らかくするために熱を加えるナマシという作業も行います。

金型セット

型打ち前の地金
型打ち後
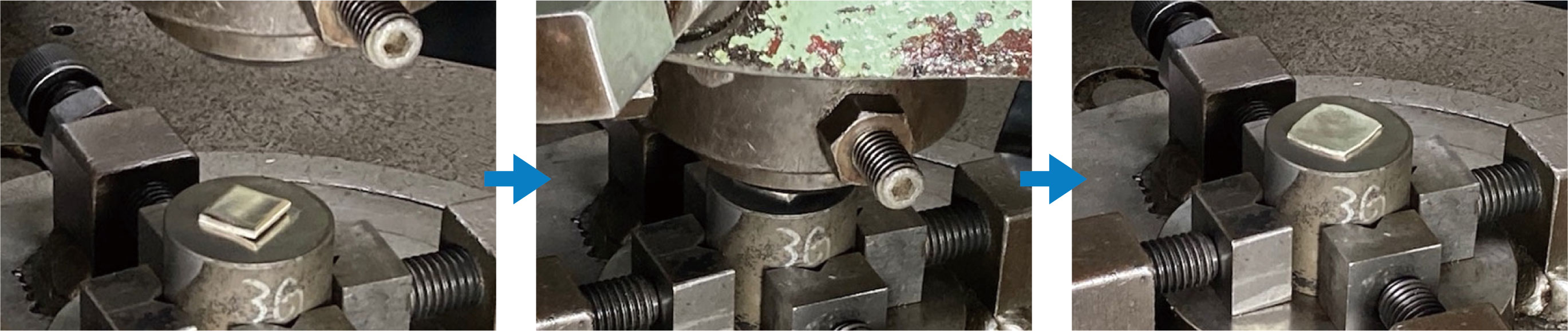
プレス加工でしっかりと模様を出した後、模様の外形の余分(チリ)を取り除く型抜き工程に入ります。まずは抜型を製作するのですが、この抜型の精度もプレス型と同じく製品の品質に直結する重要なものとなります。抜型は凸型、凹型と2種類作り、専用のプレス機械にセットし、製品を一つずつ型抜き加工していきます。ここでバッジの形状が出来上がります。

型抜き加工
型抜き前地金

型抜き後

複雑形状の抜型

抜型作成
バッジの裏面にねじや針といった裏金具をロウ付けという手法で取り付けます。
ロウ付けとは溶接の一種で、バーナーで熱を加え、ロウ材を溶かしてバッジ本体と金具を接合します。
熱を加えすぎてしまうと、針やバッジが熱の影響で溶けて変形してしまうため、ロウ材だけが溶ける熱量とタイミングをつかみ、正確に針をつける技術が必要とされます。

ロウ付け

針ロウ付け後
ホーニング加工とは、ガラスの粉を圧縮空気の力でバッジに吹き付けることで、地金の表面を細かい梨地状に整える加工です。
金属の光沢具合がなくなり、艶消しの肌になり、下地処理に欠かせない作業です。
ホーニング加工


ホーニング加工後
バッジ表面の凸部分やコバ(側面)の研磨や地金を黒く染めて表面を剥くいぶし仕上等、この仕上加工と後述のメッキ加工の工程で製品の仕上がりに多彩な変化をもたらすことができます。
バフやリューター、ヘラといった道具を用いて一つ一つ手作業で仕上ていくため、まさに熟練の職人技が要求される工程になります。

バッジのコバ(側面)磨き

バッジのヘラ磨き

バッジの凸部磨き後
研磨が終わったバッジを棒状の固定金具に一つずつ固定し、良く洗浄後、メッキ液層に入れて電気を流すことでバッジにメッキが付きます。
金、銀、銅、ロジウム、ヘマタイト(黒色)メッキ等、様々な種類のメッキがございます。
通常は単色のメッキですが、金とロジウムの2色で表現する差し分けメッキ、光沢の無いソフトメッキ等もできます。

メッキ加工

金メッキ後
全てのバッジの仕上がりを確認いたします。合格品に裏金具を取り付け、丁寧にケースに入れてお納めいたします。

ケース入れ

桐箱

布張りケース
仕上方法について
同じ一つの型から仕上方法を変えることで、色々な種類の社章・バッジを作成することができます。サンプルとして、複数の仕上を製作することは勿論できますし、社章でも役職や部署で色を変えたり、表彰バッジでランク分けをしたいといったご利用も可能です。

金メッキ

ロジウムメッキ

ピンクゴールドメッキ

ソフトロジウム/ソフト金差しメッキ

ヘマタイト/金差し分けメッキ

紺色透け七宝 ロジウムメッキ

紺色研ぎエポ ロジウムメッキ

紺色ラッカー ロジウムメッキ

